|
|3普
|
↓1劣
・電子部品(半導体・プリント基板等)の通電
検査用コンタクトプローブ部品
・医療機器部品
・産業機器部品 等
電子機器メーカー、医療機器メーカー
産業機器メーカー 等
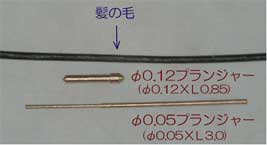
- φ1㎜以下の切削加工においては、刃物の中心合わせが一番のポイント。刃物の中心合わせ等を独自のノウハウとして社内加工を実施することにより、φ0.05㎜の超微細加工の量産化を実現。
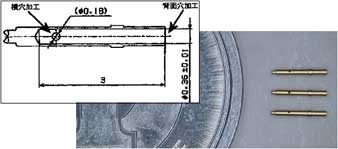
- 刃物の研磨形状から検討し、独自のノウハウとして社内加工を実施することにより、背面からの深穴加工と横穴加工の一体化を実現。
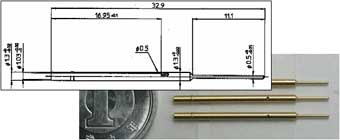
- 刃物 及び 切削速度・送り等全ての切削条件の見直しを行うことにより、φ0.22㎜×5㎜の深穴加工を実現。